

CNC Engineering Case Studies
Latest News: MWP Awards 2010 - Category 12: Best Subcontractor - Machining
Posted 12th Nov 2014
Qualiturn is a turned parts subcontractor specialising in multi-axis CNC sliding-headstock work up to 32 mm diameter on 16 Star lathes. Some fixed-head mill-turning work up to 42 mm diameter is carried out on two Miyano lathes. The company operates 24/7, 365 days a year.
Detailed description of company:
Noteworthy is the sheer breadth of the measures taken by Qualiturn in recent years to increase its competitiveness, against a background of falling batch sizes. While between 10,000- and 20,000-off are still frequently machined, the average is now around 1,000-off.
It is more expensive to produce smaller quantities, as set-up time becomes a larger proportion of total manufacturing time, which should mean that the customer pays more.
However, Qualiturn has absorbed much if not all of this cost, yet is still able to make reasonable margins, as a result of taking the following measures. With up to 100 set-ups per week, the importance of streamlining procedures cannot be overstated.
CADCAM
The latest investment, in June 2009, was the purchase of CADCAM software from OneCNC. The Windows-based module has integrated functionality from CAD design through to machine posting. The package allows electronic 3D data supplied by customers to be translated and converted rapidly into NC code.
Comments managing director,Nick Groom, "Customers are asking us to produce increasingly complicated components to ever higher accuracies. Until recently, we had to program 3D profiles manually, which often delayed the start of production.
"The OneCNC software generates complex tool paths directly from the original CAD data, which is quick and eliminates the risk of human error."
Lead-time from receipt of order to first article inspection of complex components is therefore faster than before, helping to reduce set-up time.
AUTOMATED STORAGE
Assisting further in speeding changeover is rapid delivery of material and tools to the machines, helped by Qualiturn’s investment in a 7.5 m-high tower for storing bar stock and a smaller version for housing tooling and machine attachments.
The latter was installed at the end of 2008, making it faster to access collets, bushes, toolholders and other items than when they were held in chests of drawers on the shop floor. Some boxes of special cutting tools are also housed in the multi-level store, along with toolholders for regularly repeating jobs, but most cutters and tips are stored in an Autocrib.
PRODUCTION MANAGEMENT
The subcontractor operates the multi-level tool store differently from the bar store. The latter is linked directly into a PSL Datatrack production management system, which automatically calls up the bar and delivers it to an unloading area at floor level as a job starts its progression through the Hertford factory. Within the tool store, the content of each shelf is similarly held within the Datatrack memory, but the operator manually keys in the appropriate shelf number at a control panel to access the tooling.
Speeding machine set-up not only makes smaller batches more economical but also reduces spindle downtime, helping to extract maximum productivity from all of the subcontractor’s plant. Streamlined sales order processing and workshop scheduling through to CNC inspection and billing, all linked into and overseen by Datatrack, similarly contribute to maximising throughput.
MODERN PLANT
So too does the speed of modern CNC lathes, which have higher feed rates and spindle speeds and enhanced capabilities compared with machines that are just a decade old. So Qualiturn adopts a policy of renewing its machines after eight years at the latest.
The most recently installed Stars, for example, have up to 35 m/min rapids and are capable of cutting cycles that are twice as fast as older machines. Along with quicker set-ups, the inherent speed of modern machines also helps to lower unit production costs.
CONSULTANCY
A further contribution to this goal is Qualiturn’s consultancy service, whereby a new component design can be reappraised and suggestions made as to how it could be modified to reduce the cost of machining. The service is provided at no extra charge, on the basis that the subcontractor’s service will give it a commercial advantage. Real cost savings are possible, as described in the Customer Relationships section below.
QUALITY
Another area that has seen considerable investment at Qualiturn is quality control.
"I cannot see the point of investing in accurate and repeatable CNC machine tools and then checking the components they produce by hand," says Mr Groom. "You simply take the risk of human error out of the machining process only to reintroduce it in the quality control department."
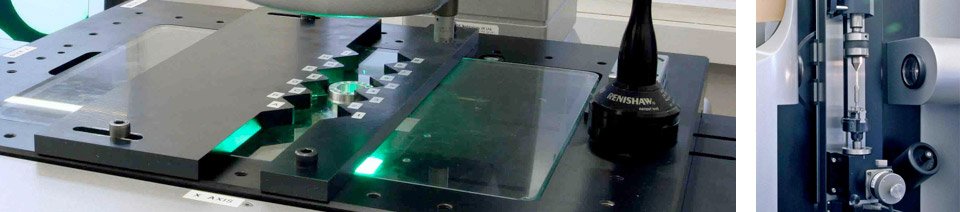
The company, which holds ISO 9001:2000 registration for the quality management of its contract machining service, has invested in modern CNC inspection machines, such as a Tesa Scan 50 Plus non-contact system for inspecting the outside profile of round parts and a Tesa Visio 300 DCC 3D vision system with additional touch-probe capability.
Qualiturn manufactures components with mill-turned features tied up to very tight tolerances, sometimes down to five microns total, so customers appreciate the security of results that CNC inspection gives.
Of the 24 staff at Qualiturn, three are dedicated inspectors responsible for checking up to 35 first-off components per day plus mid-batch and final inspections. Nick Groom asserts that this structure helps to place Qualiturn at the forefront of turned parts manufacture in the UK and indeed continental Europe, from where an increasing number of orders are being won owing to the current weakness of the pound against the Euro.
PEOPLE
Qualiturn is a firm believer in the adage that a business is only as good as its employees. Continues Mr Groom, "We make a point of training our own setter / operators in-house, whereas all too often, manufacturing industry in the UK neglects this and tries to recruit from a diminishing pool of qualified engineers.
"However, a little investment in training results in people wanting to join your company, and in their being productive very quickly because they are familiar with your machines and procedures.
"Staff morale is high here and turnover low, partly due to the better working environment in our new premises, and also because people are trained well and able to use the latest production technologies. We give the machine operators responsibility not only for producing parts but also for first-off and in-process inspection."
CONCLUSION
Mr Groom concludes, "Our efforts to reduce set-up times have been crucial in the current economic climate. They have allowed Qualiturn to mitigate the extra cost of producing smaller batches and enabled us to adapt to market conditions and win new business by offering lower prices and faster delivery.
"All our investments and every plan we make have the sole purpose of cutting out waste in our operation, whether it be a spindle that is idle for too long, a cutting cycle not as efficient as it could be or a piece of paper being unnecessarily shuffled around a desk. We are always on the lookout for new technology to further that aim."
Customer relationships:
CAR GAUGE COMPONENT RE-ENGINEERED
A 15 per cent reduction in the cost of producing a family of five brass components is being achieved by Qualiturn. The saving resulted from altering the design slightly and producing the parts in one uninterrupted machining cycle on a sliding-head lathe.
The component goes into round, dial-type gauges used in modern kit car instrument panels and found in vintage cars worldwide. Previously, the customer machined them in-house in five separate operations from brass extrusion, which had to be purchased in consignments of up to two tonnes – enough for a full year’s production – to secure a favourable price. Even so, it was expensive.
Qualiturn reassessed the design, which dated back to the 1930s, and concluded that it could be made from less costly 20 mm round brass bar on a Star SV-32 sliding-head lathe. A 32mm capacity machine rather than a 20 mm bar model was chosen, as the SV-32 has a turret with enough driven tool capability to complete the extensive prismatic operations in-cycle.
To achieve the manufacturing change successfully, an alteration had to be made to one feature of the component. A radius around part of the outside was changed to a series of four flats that are two to three time faster to mill on a sliding-head lathe than a continuous arc. Function is not compromised, as that area of the component sits on the inside diameter of the gauge cylinder and it does not matter whether the feature is faceted or smooth.
Batches of 400-off are regularly produced for each of the five variants. The customer confirmed that, compared with the previous in-house production cost, Qualiturn’s charges are 15 per cent lower. Furthermore, lead-time has been halved to two weeks.
Additionally, there is no need to buy and stock expensive extrusion; or to machine larger batches than necessary to achieve an economic price, with consequent on-costs associated with work-in-progress and large stocks of parts.
Part of Qualiturn’s service to the customer included using up the remaining stock of extrusion by turning it on the SV-32, for which a separate program had to be written. The machine was run at around 1,500 rpm to suit the material, rather than at 5,000 rpm which is the spindle speed used to machine round brass bar.
MEDICAL COMPONENT SAVING
Mr Groom also cites a manufacturer that was looking to have three shaft-type, stainless steel components machined to form part of an instrument for keyhole surgery. One of the components was a two-part assembly that Qualiturn pointed out could be made as a single part, which would cut the amount of machining and save the cost of assembly.
A designer at the medical company had unwittingly harnessed the power of a modern CAD system to over-engineer the other two components by incorporating features that were unnecessary to the instrument’s operation. One was a 0.02 mm external radius and the other was a 2 mm diameter blind hole with a flat bottom.
The 20-micron radius was not required and would have been expensive to machine and inspect. Neither in this case was the 90-degree feature in the hole, which would have needed to be drilled and machined again using a form tool, compromising the tight tolerance on the small diameter.
Qualiturn consequently advised changes to these features that simplified and reduced the cost of machining. Savings are substantial, as annual quantities are 50,000-off.
Press release
(Draft: 21/May/08)
On behalf of: Qualiturn Products Ltd,
18 Merchant Drive, Mead Lane Industrial Estate, Hertford, Herts, SG13 7AY
Tel: 01992 584499. Fax: 01992 551726.
Contact: Nick Groom, Managing Director.
Issued by: THE RIGHT IMAGE Ltd,
PO Box 42, Twickenham, TW1 1BQ.
Tel: 020 8891 0603.
E-mail: therightimage@aol.com
Contact: Chris Wright
Latest News View All
Phase 2 of qualiturn solar project complete
30th july 2024 was the BIG switch on of phase2 of Qualiturn products limited solar... Read more...
New Star SR20R4
Our new machine from Star Micronics GB has arrived. New Star SR20R4. Out with the... Read more...
New Metal Lift M3
Our thrid Metal Storage lift install is coming to an end at Qualiturn products limited... Read more...
Returnable Transport packaging
At Qualiturn products limited we work with our customers to supply best practice solution for... Read more...
New SR20r4
Got to LOVE the smell of a New Star machine. Smelling all clean and precise.... Read more...
Further Information
Get In Touch
Qualiturn Products Limited
7 Fountain Drive
Hertford
SG13 7UB
tel. +44 (0) 1992 584499
email. info@qualiturn.co.uk